招标信息
招标编号:IPP-20180500712
一、信息发布单位
二、标的内容
ITER_PF6_Coil总体装配制造 一套
包括:部件制造、DP堆叠及超导接头制造和Coil总体装配
三、技术参数
3.1部件制造
所有不同规格的不锈钢板材、管材及螺栓副均为制造商提供。材料到厂后制造商需通知招标方,招标方参与原材料的所有验收过程;
部件馈电终端(包括终端支撑、终端垫板及终端盒)、接头支撑、氦进/出管及支撑、测量线支撑、夹具保护板、氦管对地绝缘G10填补块、绝缘子及支撑和防护罩,设计结构参见Coil总装CATIA模型;
接头出线头处S弯G10填补块设计如图3所示,共计18块;
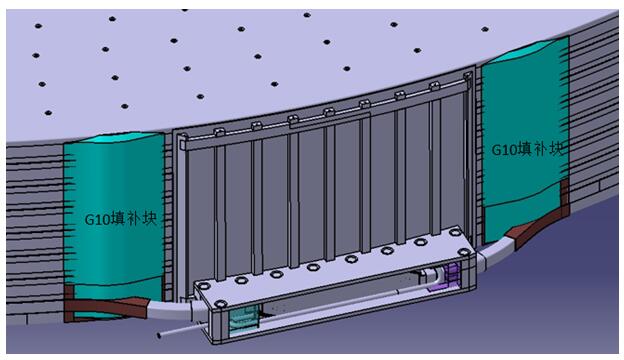
图3 G10填补块示意图
1) 制造商需根据设计模型完成工程图纸绘制,工程图纸需经招标方审核批准后,方可进行部件的加工制造;
2) 按照已批准的工程图纸完成给个部件的机加工、尺寸检测、清洗、包装及运输工作,运输到招标方指定地点完成交接工作。尺寸检测需提供尺寸检测报告,清洗需提供清洗过程记录;
3) 所有管路除由于操作空间限制,均为自动焊完成。不能进行自动焊接的,可实行人工焊接。
单条焊缝焊接质量要求:
a) 承压件,工作压力3MPa;
b) 100% VT(目视检测),执行标准:EN ISO17637:2003,验收标准:EN ISO5817:2007 Level B. 焊接背高要求也必须满足ISO5817 Level B的要求。
c) 100% PT(渗透检测)。
d) 100% RT(射线检测)。
e) LT(漏率检测)执行标准:EN 13185-2001,验收标准: P=3Mpa,单焊缝漏率<10-9Pa.m3/s。
4) 所有焊接质量合格率必须达到100%,同时针对不同的焊接工位可能存在的修复,需要提供经验证后可行的焊缝修复方案;
5) 所有外围部件现场适配后的修配工作均由制造商负责完成。
3.2 DP堆叠及DP接头制造
1) 9个DP双饼堆叠时,内径的同心度不得大于2mm,外轮廓与底面的垂直度不得大于4mm,上、下面的平行度不得大于2mm;
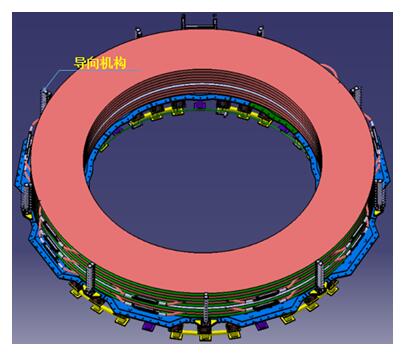
2) DP堆叠需要设计合理的导向机构,其设计制造均由制造商负责完成;
3) 在预堆叠过程中,制造商需负责对所有17对超导接头位置测量工作,并进行记录;
4) 对于每对超导接头的两个单接头,沿径向相对位置偏差超过1mm的,均需要进行接头导体S弯段矫形工作。矫形的过程中,不得对DP绝缘造成任何损伤及损坏。矫形过程所需要的所有设备、工装夹具均匀制造商提供,矫形设备,如使用液压装置,液压装置需做漏油保护,不得对DP造成油污染;
5) 制造商负责所有DP由于堆叠而产生的所有DP吊运工作;
6) 在堆叠过程中,负责完成17对超导接头制造工作,包括双单接头锡焊、Wedge楔形块及不锈钢侧板的焊接工作。超导接头制造所用的铜shim、Wedge楔形块、不锈钢侧板的所有制造工作,由制造商负责完成。清洗、检测、运输工作参见第一部分部件制造。所需不锈钢材料由制造商提供,技术要求参见第一部分部件制造;
7) 锡焊使用锡铅焊料,最高温度要求210℃,温控精度±5℃,锡焊操作所需的加热设备及工装夹具均由制造商提供;
8) 超导接头焊接后的焊缝打磨工作、VT、UT、PT检测均由制造商负责完成。
3.3 Coil总体装配
1) Coil外围部件(包括馈电终端、接头支撑、氦进/出管及支撑、测量线支撑、夹具保护板、氦管对地绝缘G10填补块、绝缘子及支撑和防护罩等)所有安装工作均由制造商负责完成;
2) 制造商需先完成Coil总装图纸绘制及总体装配方案制定,经招标方审核批准后,方可进行总装工作;
3) 根据总装需要的所有工装、设备、夹具、吊具、支撑、操作平台等,均由制造商提供;
4) 氦进出管需进行分段处理,线下能完成预制的,均可线下完成制造,要求参见第一部分部件部件制造;
5) 氦进出管需要在线进行焊接的,可实行人工焊接,具体焊接工艺由制造商制定。
单条焊缝焊接质量要求:
a) 承压件,工作压力3MPa;
b) 100% VT(目视检测),执行标准:EN ISO17637:2003,验收标准:EN ISO5817:2007 Level B.
c) 100% PT(渗透检测)。
d) 100% RT(射线检测),执行验收标准。
e) LT(漏率检测)执行标准:EN 13185-2001,验收标准: P=3Mpa,单焊缝漏率<10-9Pa.m3/s.
6) 所有焊接质量合格率必须达到100%,同时针对不同的焊接工位可能存在的修复,需要提供经验证后可行的焊缝修复方案。
所有管路焊接完成后,与WP一起进行整体检漏,要求在3MPa下,漏率不得大于10-7Pa.m3/s,制造商负责整体漏率检测工作。
四、完成时间及地点
4.1完成时间:合同签订后9个月内供货。
4.2项目地点:等离子体所
五、投标须知
5.1资格审查办法:资格后审
5.2投标人资格条件:
5.2.1 符合《中华人民共和国政府采购法》第二十二条的规定。
5.2.2 投标人不得借用其母(子、分或其他)公司的名称、资质、业绩、经验、能力和装备等。
5.2.3 投标人需具有ITER项目或托卡马克聚变实验装置工程制造经验。
5.2.4供应商存在以下不良信用记录情形之一的,不得推荐为中标候选供应商,不得确定为中标供应商:
1)供应商被人民法院列入失信被执行人的;
2)供应商或其法定代表人或拟派项目经理(项目负责人)被人民检察院列入行贿犯罪档案的;
3)供应商被工商行政管理部门列入企业经营异常名录的;
4)供应商被税务部门列入重大税收违法案件当事人名单的;
5)供应商被政府采购监管部门列入政府采购严重违法失信行为记录名单的。
5.3本项目不接受联合体投标;
5.4投标文件一正一副,开标信封一正,分别单独密封,标书的封面上要注明投标的项目名称、投标人名称等必要信息。
5.5电子版招标文件与纸质版招标文件一致,均具有同等法律效力。
5.6投标保证金:无
5.8报名截止时间: 2018年7月27日14:00时
报名资料:单位介绍信或法人代表授权委托书原件、被授权人身份证原件及复印件、企业法人营业执照复印件、合法项目授权书原件(代理商提供)。
投标截止时间:2018年8月15日14:00时
开标地点:等离子体物理研究所四号楼319会议室
5.9招标文件售价:标书费捌佰元整(CNY800.00元),售后不退。
报名(标书)费可通过银行转账办理,银行账号信息如下:
户名全称:中国科学院合肥物质科学研究院
开户行:工行合肥董铺支行
帐号:13020 11909 26890 0027
国税号:121000007178068020
六、评标办法
综合评分法:综合评分法是指在最大限度地满足招标文件实质性要求前提下,按照招标文件中规定的各项因素进行综合评审后,以评标总得分最高的投标人作为中标候选供应商或者中标供应商的评标方法。
七、联系方式
联 系 人:宋老师 卢老师
Tel / Fax :0551-65595019
电子信箱:jcht@ipp.ac.cn 单位网址:www.ipp.cas.cn
通信地址:安徽省合肥市蜀山湖路350号4号楼1126信箱 邮政编码:230031
温馨提示:
(1)快递地址:合肥市蜀山区蜀山湖路350号(西郊科学岛),四号楼321室。
(2)邮寄/快递投标文件应选择直接送达方式,延误或不按要求密封的投标文件将被原封不动的退回!
(3)本招标公告在中国政采购网(http://www.ccgp.gov.cn/)安徽招标投标信息网(http://www.ahtba.org.cn/main/)、中国科学院等离子体物理研究所网(http://www.ipp.cas.cn/)同时发布。